Prototypen und Serien: 3D Druck & CNC-Fräsen aus Metall
Metall 3D-Druck Service
& CNC-Fräsen für Ihr Projekt
Profitieren Sie von einer schnelleren und kostengünstigeren Produktion von belastbaren Endprodukten.
- Online Bauteil-Preise ermitteln – schnell & einfach
- Aluminium, Edelstahl, Werkzeugstahl, Bronze, Kupfer, Titan & Inconel
- 3D Druck und CNC Fräsen aus einer Hand
- Individuelle Beratung zur optimalen Bauteilkonstruktion
- kurze Lieferzeiten
- Wir unterstützen Sie entlang der gesamten Prozesskette
- Fertigung in Deutschland ohne Lieferkenttenprobleme

Ein Bauteil – Zwei Möglichkeiten: CNC-Fräsen & 3D-Druck
- Express Fertigung möglich
- 15 Jahre Branchenerfahrung
- Über 25.000 zufriedene Kunden
Was ist Metall 3D-Druck / SLM Laserschmelzen
Beim selektiven Laserschmelzen (SLM) wird feines Metallpulver schichtweise aufgetragen und durch einen Laser aufgeschmolzen. Neben der eigentlichen Bauteilgeometrie wird parallel die sogenannte Supportstruktur aufgebaut, welche primär die entstehenden Eigenspannungen kompensieren soll. Zusätzlich soll die Prozesswärme abgeführt und Überhangbereiche stabilisiert werden.
Bereits in der Designphase sollten Sie auf grundlegende Konstruktionsrichtlinien für dieses Verfahren achten, um eine hohe und reproduzierbare Produktqualität zu einem angemessenen Preis zu erhalten. Hierbei sollten bereits mögliche Ausrichtungen im Bauraum berücksichtigt werden. Diese Fertigungstechnologie wird für die Herstellung von Prototypen und Serienbauteilen verwendet.

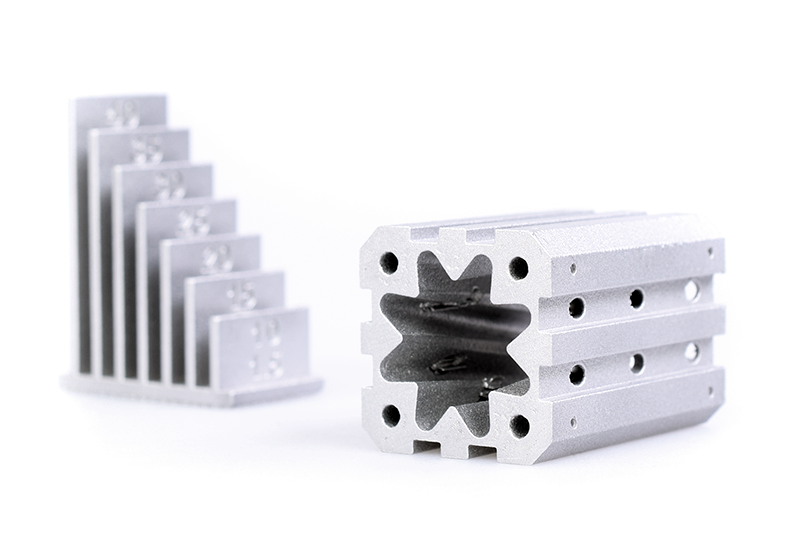
Bauteil „Konnektor“ mit innenliegenden Kanälen, aus Edelstahl im 3D-Druck gefertigt
Was sind die Vorteile des Metall 3D-Drucks?
- Abbildung innenliegender Kanäle
- Realisierung komplexer Freiformflächen
- schnelle und flexible Fertigung von Prototypen und Serienbauteilen
- "Printing On Demand" Fertigung
- Leichtbau durch weniger Materialverbrauch
- Hohe Materialeffizienz
- Individualisierte Bauteilgeometrien ohne Werkzeugkosten
- Expressfertigung in 2 Arbeitstagen
Häufig gestellte Fragen zum Metall 3D-Druck
Die Toleranzen liegen je nach Bauteilgröße und Ausrichtung im Bauraum zwischen 0,1 mm und 0,3 mm. Bitte finden Sie hier weitere Angaben in unseren Fertigungstoleranzen.
Überhänge
Je nach Werkstoff sind Überhänge mit einem Winkel von 42° (AlSi10Mg) bis 45° (Stahl) parallel zur Bauplattform abbildbar. Überhänge kleiner 42° müssen i.d.R. immer durch Supportstrukturen gestützt werden. Handelt es sich um kleine Flächen wie beispielsweise in Kanälen von Bohrungen (Durchmesser bis ca. 8 mm) sind diese Bereiche weitestgehend selbsttragend.
Kanäle
Kanäle sind abhängig vom eingesetzten Werkstoff bis zu einem Durchmesser von 8 mm supportfrei abbildbar. Wichtig ist die Zugänglichkeit der Kanäle, um das lose Pulver restlos entfernen zu können. Wir empfehlen Kanäle ab größeren Dimensionen konstruktiv tröpfchen- oder rautenförmig auszulegen. Bitte sprechen Sie uns hierzu direkt an.
Innenliegende Geometrien
Sind abbildbar unter Berücksichtigung der Vorgaben zu den Überhängen. Wichtig sind entsprechende Öffnungen zur Entfernung von losem Pulver.
Materialsprünge
Materialsprünge sollten vermieden werden, da in diesen Bereichen hohe Spannungen auftreten und damit zu Qualitätsproblemen führen können. Massive Bereiche neigen zu Einfallstellen. dünne großflächige Wandungen zum Verzug.
Minimale Wandungsstärken
Je nach Material, ausgewählter Schichtstärke als auch Druckausrichtung sind minimale Wandungsstärken von bis zu 0,5 mm realisierbar.
Verzug
Bitte vermeiden Sie sehr lange und dünne Bauteile, da diese verzugsgefährdet sind.
Feine Details und Schriftzüge sind abbildbar, sollten sich aber idealerweise in Druckrichtung befinden.
Es sind Bauraumgrößen von bis zu 400 x 400 x 360mm (Stahl) verfügbar. Für Aluminium (AlSi10Mg), Titan und Inconel beträgt die max. Bauramgröße 280 x 280 x 360mm. Bronze bieten wir in den maximalen Dimensionen von 80 mm im Durchmesser und 80 mm in der Höhe.
Bitte berücksichtigen Sie, dass eine maximal Ausnutzung des Bauraums für ein Bauteil mit hohen Kosten verbunden ist und das Design optimal für die Fertigungstechnologie ausgelegt sein sollte. Andernfalls wird es zu Qualitätseinschränkungen bei gleichzeitig sehr hohen Bauteilkosten. Bitte berücksichtigen Sie unsere Designempfehlungen und sprechen Sie uns gerne persönlich an.
Aluminium (AlSi10Mg)
Werkzeugstahl (1.2709)
Edelstahl (1.4404, 1.4542)
Inconel (718)
Titan (Ti6Al4V)
Bronze (CuSn10)
Kupfer (CuCrZr)
Strahlen
Gleitschleifen
mechanische Nacharbeit (Drehen, Fräsen)
Elektropolieren
Drahterodieren
Lackieren
2 – 4 Werktage Express für AlSi10Mg
6 – 8 Werktage – Edelstahl, Bronze
14 Werktage – Spezialmaterialien Inconel, Titan
Bitte berücksichtigen Sie unsere aktuellen Angaben im Onlinetool.
Supportstrukturen dienen zur Kompensation von Eigenspannungen, zur Wärmeabfuhr, aber auch zum Stützen von Überhängen und sind somit essentiell für den Metall 3D-Druck.
Die Oberflächenrauheiten werden von der Ausrichtung im Bauraum, der Anbindung der Supportstrukturen und weiteren zahlreichen Faktoren beeinflusst. Die nach oben in Druckrichtung zeigenden Oberflächen sind grundsätzlich glatter und weisen niedrigere Rauheiten auf. Die Rz liegen im Regelfall zwischen 35-100µm im unbehandelten Zustand.
Wandungsstärken von 0,5mm sind für Bronze und Aluminium abbildbar. Für alle anderen Materialien liegen die minimalen Wandungsstärken bei 1mm.
Alternative zum Metall 3D-Druck: CNC-Fräsen

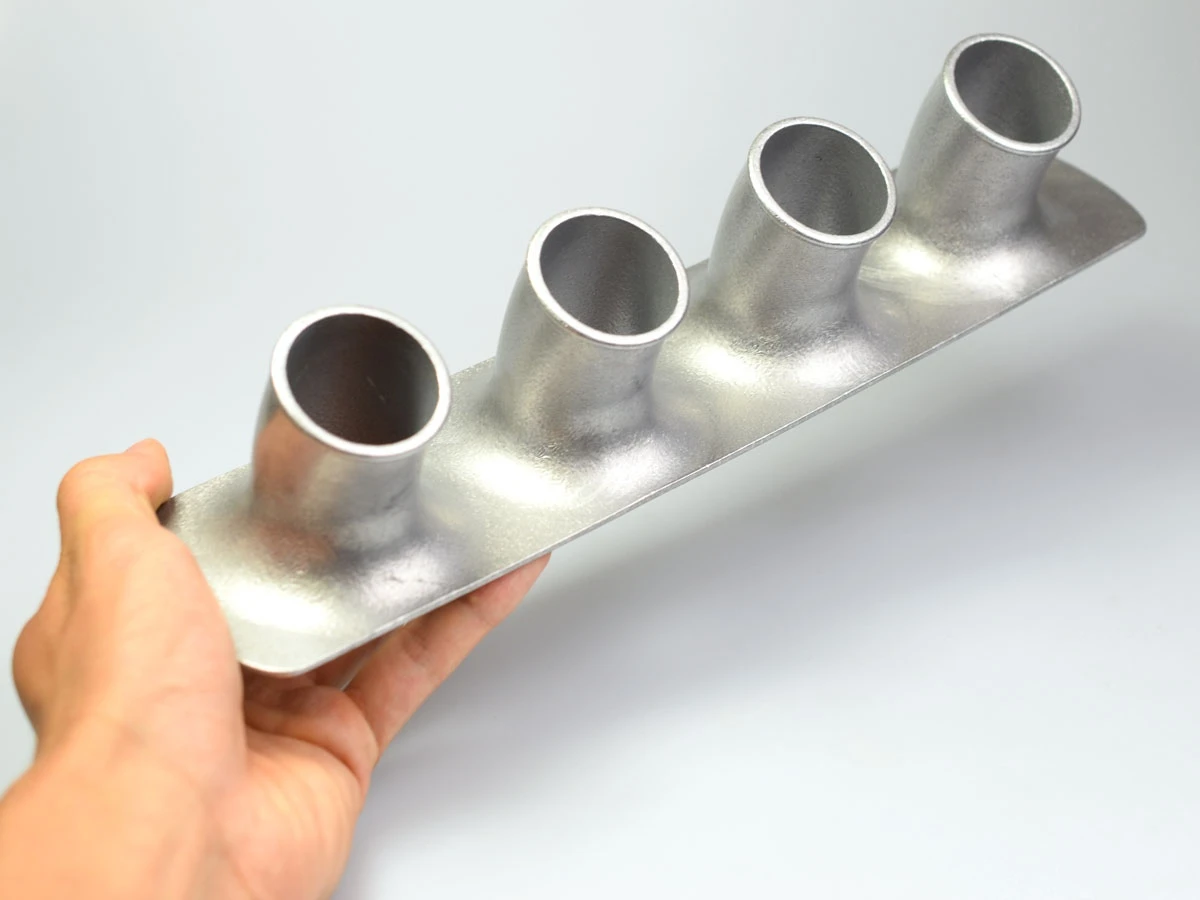
Bauteil „Konnektor“ mit innenliegenden Kanälen, aus Edelstahl im CNC Verfahren gefertigt
Neben innovativen Technologien wie dem selektiven Laserschmelzen (SLM) bietet Rapidobject auch präzises CNC-Fräsen an. Mit dieser bewährten Fertigungstechnologie bearbeiten wir unterschiedlichste Materialien, von Kunststoffen bis zu Metallen & garantieren dabei höchste Genauigkeit und Oberflächenqualität.
Ihre Vorteile im Überblick:
- Hohe Präzision: Ideal für Prototypen, Einzelstücke und Serienbauteile.
- Flexibilität: Bearbeitung komplexer Geometrien und individueller Anforderungen.
- Vielfältige Materialien: Kunststoffe, Aluminium, Stahl und mehr.
Schon in der Designphase stehen wir Ihnen beratend zur Seite, um optimale Ergebnisse zu gewährleisten. Mit unserer modernen CNC-Technologie realisieren wir Ihre Projekte effizient & in höchster Qualität – perfekt abgestimmt auf Ihre Bedürfnisse.
Unterschied zwischen CNC-Fräsen und Metall-3D-Druck
Metall-3D-Druck
Beim Metall-3D-Druck, wie dem Selektiven Laserschmelzen (SLM), wird Metallpulver schichtweise aufgetragen und durch einen Laser verschmolzen. Dies ermöglicht:
- Komplexe Geometrien: Etwa innenliegende Kanäle, organische Formen oder Hinterschneidungen, die mit Fräsen nicht realisierbar wären.
- Gewichtsoptimierte Bauteile: Durch den gezielten Einsatz von Material, z. B. Hohlräume oder Gitterstrukturen.
- Prototypen & Serien: Besonders wirtschaftlich bei Einzelanfertigungen oder spezifischen Anforderungen.
- Schnelle Fertigung: Der 3D-Druck ermöglicht die schnelle Herstellung hochkomplexer Bauteile, ohne dass zusätzliche Werkzeuge oder Formen benötigt werden
CNC-Fräsen
Beim CNC-Fräsen wird Material aus einem massiven Metallblock durch Fräswerkzeuge abgetragen, um die gewünschte Form zu erhalten. Dies ermöglicht:
- Einfachere Geometrien: Ideal für Bauteile ohne komplexe Hinterschneidungen oder innenliegende Strukturen.
- Hohe Präzision und Oberflächengüte: Perfekt für Bauteile mit glatten Oberflächen und engen Toleranzen.
- Mittlere bis große Stückzahlen: Wirtschaftlich für die Fertigung von Serien oder Prototypen mit geringerer Komplexität
- CNC-Fräsen bietet eine breitere Materialauswahl, da fast alle zerspanbaren Metalle und Legierungen verwendet werden können, wie Aluminium, Stahl, Titan, Kupfer oder Messing. Zusätzlich können.
Wann wählt man welches Verfahren?
Die Wahl des Verfahrens hängt von Ihren individuellen Anforderungen ab. Oft können beide Technologien auch kombiniert werden, um die Vorteile beider Verfahren zu nutzen und das optimale Ergebnis zu erzielen.
- CNC-Fräsen: Wenn hohe Präzision & eine definierte Oberfläche im Vordergrund stehen oder die Geometrie für Fräswerkzeuge gut zugänglich ist.
- Metall-3D-Druck: Für Bauteile mit sehr komplexen Formen, integrierten Funktionen (z. B. Kanäle, Hohlräume) oder wenn Gewicht & Produktionszeit eine entscheidende Rolle spielt.
Unser erfahrenes Team unterstützt Sie gerne bei der Auswahl des optimalen Fertigungsverfahrens für Ihre Anforderungen.
Komplexe Bauteile sind oft im 3D Druck günstiger zu fertigen
Das sagen unsere Kunden

Die Zusammenarbeit mit Rapidobject war ein echter Gewinn. Dank Ihrer Expertise haben wir im Rahmen eines Consulting-Projekts in kurzer Zeit hochwertige 3D-Druckergebnisse und einen großen Fortschritt bei der Bauteilentwicklung vom Prototyp zum Serienprodukt erzielt.
Wir werden definitiv wieder auf Rapidobject zurückkommen
Christian Städel, Senior Engineer
Sunfire AG
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
„Hohe Produktqualität im Selektiven Laserschmelzen (SLM) durch fertigungsgerechte Bauteilauslegung“

Markus Prokscha
Projektingenieur Metall
Rapidobject GmbH
+49 341 23183730
metall@rapidobject.com
Kompetente Beratung erhalten
Ihre Anfrage wird übermittelt …
Bitte warten. Bei Dateien kann dies einige Sekunden dauern.
Anfrage eingegangen
Vielen Dank für Ihre 3D-Druck-Anfrage!
Unser Team prüft Ihr Projekt und meldet sich schnellstmöglich mit einem Angebot.
Ihre Vorgangsnummer
—
Bitte geben Sie diese Nummer bei Rückfragen an Ihr Rapidobject-Team an.
Eine Bestätigung geht Ihnen in Kürze per E-Mail zu.
Haben Sie Fragen?
Wir beraten Sie gerne persönlich zu Ihrem 3D Druck Projekt – von der Idee zum fertigen Bauteil zum Anfassen. Kontaktieren Sie uns mit nur einem Klick auf eines der Symbole.
Schreiben Sie uns:
info@rapidobject.com
Vereinbaren Sie einen Termin
Rufen Sie uns an:
+49 341 231837 30
Über 35.000 zufriedene Kunde
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Dieter T.
aus Leipzg
Sehr konkret, sehr sachlich eine insgesamt sehr gute Beratung.
Paul M.
aus Essen
Sehr schnelle und kompetente Beratung. Ich freue mich auf die Zusammenarbeit.
Franz J.
aus Stuttgart
Top Kundenservice mit qualifizierter Beratung zum Thema Rapid Prototyping und Serienfertigung!
Sie sehen gerade einen Platzhalterinhalt von Standard. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf den Button unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Weitere Informationen